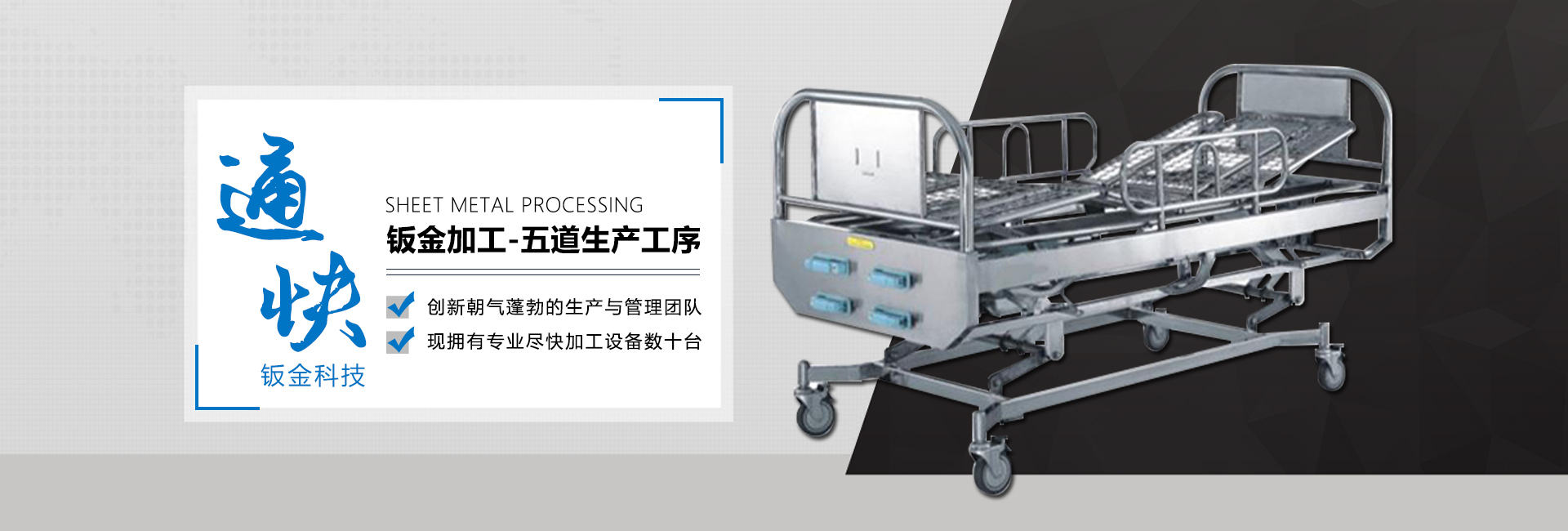






鈑金加工工藝展開注意事項,展開圖是依據零件圖(3D)展開的平面圖(2D)、展開方式要合,要便利節省材料及加工性2、合理選擇問隙及包邊方式,T=2。0以下問隙0。2,T=2-3問隙0。5,包邊方式采用長邊包短邊(門板類)3、合理考慮公差外形尺寸:負差走到底,正差走一半;孔形尺寸:正差走到底,負差走一半。4、毛刺方向。






鈑金加工工藝流程你知道多少圖紙到手后,根據展開圖及批量的不同選擇不同落料方式,其中有激光,數控沖床,剪板,模具等方式,然后根據圖紙做出相應的展開。數控沖床受刀具方面的影響,對于一些異形工件和不規則孔的加工,在邊緣會出現較大的毛刺,要進行后期去毛刺的處理,同時對工件的精度有一定的影響;激光加工無刀具限制,斷面平整,適合異形工件的加工,但對于小工件加工耗時較長。

一些批量大的工件還用到工裝保護;工件不裝配噴涂時,不需要噴涂的區域用耐高溫膠帶和紙片擋住,一些露在外面的螺母(螺柱)孔用螺釘或耐高溫橡膠保護。如工件雙面噴涂,用同樣方法保護螺母(螺柱)孔;小工件用鉛絲或曲別針等物品竄在一起后噴涂;一些工件表面要求高,在噴涂前要進行刮灰處理;一些工件在接地符處用耐高溫貼紙保護。在進行噴涂時,首先工件掛在流水線上,用氣管吹去表面的粘上的灰塵。進入噴涂區噴涂,噴完后順著流水線進入到烘干區,然后從流水線上取下噴涂好的工件。其中還有手工噴涂和自動噴涂兩類,這樣采用的工裝就不同了。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


